
چرخدندههای استاندارد اروپایی EP03، سایز 6×2.8 میلیمتر
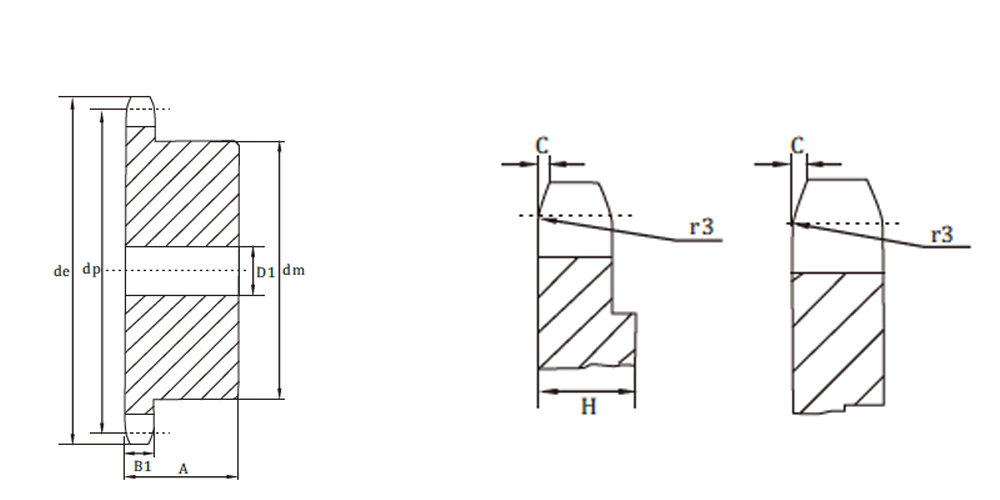
چرخدندههای استاندارد اروپایی EP03 برای زنجیرهای 6×2.8 میلیمتری (غلتکهای 4 میلیمتری) با دقت مهندسی شدهاند و دارای شعاع دندانه r₃=6 میلیمتر، عرض شعاع C=0.7 میلیمتر و عرض دندانه B₁=2.6 میلیمتر هستند. این چرخدندهها که در 8 تا 125 دندانه موجود هستند، قطر گام (dₚ) و قطر خارجی (dₑ) دقیقی را برای درگیری روان ارائه میدهند. عرض صفحه برای Z≥66 افزایش یافته است که استحکام را افزایش میدهد. این چرخدندهها برای انتقال قدرت کمصدا و بادوام طراحی شدهاند و مطابق با استانداردهای DIN برای مصارف صنعتی هستند.
چرخدندههای استاندارد اروپایی EP03، سایز 6×2.8 میلیمتر
چرخدندههای دقیق مطابق با استاندارد DIN 8187 ISO/R 606 برای انتقال قدرت صنعتی در سراسر کلمبیا و آمریکای لاتین
1. مشخصات فنی چرخ دنده اروپایی
جدول مشخصات جامع زیر، ویژگیهای ابعادی و پارامترهای عملکرد سری EP03-European Standard Sprockets 6×2.8mm را شرح میدهد و امکان انتخاب دقیق قطعات و تأیید سازگاری را برای کاربردهای صنعتی کلمبیا فراهم میکند.
| ز | دای | دص | دمتر | دی1 | الف | دبلیو |
|---|---|---|---|---|---|---|
| 8 | 18.0 | 15.67 | 9.8 | 5 | 10 | 0.01 |
| 9 | 19.9 | 17.54 | 11.5 | 5 | 10 | 0.01 |
| 10 | 21.7 | 19.42 | 13 | 6 | 10 | 0.01 |
| 11 | 23.6 | 21.30 | 14 | 6 | 10 | 0.10 |
| 12 | 25.4 | 23.18 | 16 | 6 | 10 | 0.02 |
| 13 | 27.3 | 25.05 | 18 | 8 | 10 | 0.02 |
| 14 | 29.2 | 26.96 | 20 | 8 | 10 | 0.03 |
| 15 | 31.0 | 28.86 | 20 | 8 | 10 | 0.03 |
| 16 | 33.0 | 30.76 | 20 | 8 | 13 | 0.03 |
| 17 | 35.0 | 32.65 | 20 | 8 | 13 | 0.04 |
| 18 | 36.9 | 34.55 | 20 | 8 | 13 | 0.04 |
| 19 | 38.8 | 36.44 | 20 | 8 | 13 | 0.04 |
| 20 | 40.7 | 38.34 | 20 | 8 | 13 | 0.04 |
| 21 | 42.6 | 40.25 | 25 | 8 | 13 | 0.06 |
| 22 | 44.5 | 42.16 | 25 | 8 | 13 | 0.06 |
| 23 | 46.4 | 44.06 | 25 | 8 | 13 | 0.07 |
| 24 | 48.3 | 45.96 | 25 | 8 | 13 | 0.07 |
| 25 | 50.2 | 47.87 | 25 | 8 | 13 | 0.08 |
| 26 | 52.1 | 49.76 | 30 | 8 | 15 | 0.10 |
| 27 | 54.0 | 51.67 | 30 | 8 | 15 | 0.11 |
| 28 | 55.9 | 53.58 | 30 | 8 | 15 | 0.11 |
| 29 | 57.8 | 55.50 | 30 | 8 | 15 | 0.11 |
| 30 | 59.8 | 57.42 | 30 | 8 | 15 | 0.12 |
| 31 | 61.7 | 59.31 | 30 | 8 | 15 | 0.12 |
| 32 | 63.6 | 61.21 | 30 | 8 | 15 | 0.12 |
| 33 | 65.5 | 63.11 | 30 | 8 | 15 | 0.13 |
| 34 | 67.4 | 65.02 | 30 | 8 | 15 | 0.13 |
| 35 | 69.3 | 66.93 | 30 | 8 | 15 | 0.14 |
| 36 | 71.2 | 68.84 | 30 | 8 | 15 | 0.14 |
| 37 | 73.1 | 70.75 | 30 | 8 | 15 | 0.14 |
| 38 | 75.0 | 72.66 | 30 | 8 | 15 | 0.15 |
| 39 | 76.9 | 74.57 | 30 | 8 | 15 | 0.15 |
| 40 | 78.9 | 76.47 | 30 | 8 | 15 | 0.16 |
| 41 | 80.8 | 78.38 | 40 | 8 | 18 | 0.24 |
| 42 | 82.7 | 80.28 | 40 | 8 | 18 | 0.24 |
| 43 | 84.7 | 82.20 | 40 | 8 | 18 | 0.25 |
| 44 | 86.6 | 84.10 | 40 | 8 | 18 | 0.25 |
| 45 | 88.5 | 86.01 | 40 | 8 | 18 | 0.26 |
| 46 | 90.4 | 87.92 | 40 | 8 | 18 | 0.26 |
| 47 | 92.3 | 89.83 | 40 | 8 | 18 | 0.27 |
| 48 | 94.2 | 91.74 | 40 | 8 | 18 | 0.27 |
| 49 | 96.1 | 93.64 | 40 | 8 | 18 | 0.28 |
| 50 | 98.0 | 95.55 | 40 | 8 | 18 | 0.29 |
| 51 | 99.9 | 97.46 | 40 | 8 | 18 | 0.29 |
| 52 | 101.8 | 99.37 | 40 | 8 | 18 | 0.30 |
| 53 | 103.7 | 101.27 | 40 | 8 | 18 | 0.30 |
| 54 | 105.6 | 103.17 | 40 | 8 | 18 | 0.31 |
| 55 | 107.6 | 105.08 | 40 | 8 | 18 | 0.31 |
| 56 | 109.5 | 107.00 | 40 | 8 | 18 | 0.32 |
| 57 | 111.4 | 108.93 | 40 | 8 | 18 | 0.33 |
| 58 | 113.3 | 110.82 | 50 | 8 | 20 | 0.44 |
| 59 | 115.2 | 112.71 | 50 | 8 | 20 | 0.45 |
| 60 | 117.1 | 114.62 | 50 | 8 | 20 | 0.45 |
| 62 | 120.9 | 118.45 | 50 | 8 | 20 | 0.47 |
| 64 | 124.7 | 122.27 | 50 | 8 | 20 | 0.48 |
| 65 | 126.6 | 124.18 | 50 | 8 | 20 | 0.49 |
| 66 | 128.5 | 126.09 | 50 | 8 | 20 | 0.50 |
| 68 | 132.4 | 129.91 | 50 | 8 | 20 | 0.51 |
| 70 | 136.2 | 133.73 | 50 | 8 | 20 | 0.53 |
| 72 | 140.0 | 137.55 | 50 | 8 | 20 | 0.54 |
| 75 | 145.7 | 143.28 | 50 | 8 | 20 | 0.57 |
| 76 | 147.6 | 145.19 | 50 | 8 | 20 | 0.58 |
| 78 | 151.5 | 149.01 | 70 | 8 | 30 | 1.11 |
| 80 | 155.3 | 152.82 | 70 | 8 | 30 | 1.13 |
| 85 | 164.8 | 162.37 | 70 | 8 | 30 | 1.18 |
| 90 | 174.4 | 171.92 | 70 | 8 | 30 | 1.23 |
| 95 | 183.9 | 181.47 | 70 | 8 | 30 | 1.28 |
| 100 | 193.5 | 191.01 | 70 | 8 | 30 | 1.33 |
| 110 | 212.6 | 210.11 | 70 | 8 | 30 | 1.45 |
| 114 | 220.2 | 217.75 | 70 | 8 | 30 | 1.50 |
| 120 | 231.7 | 229.20 | 70 | 8 | 30 | 1.57 |
| 125 | 241.2 | 238.75 | 70 | 8 | 30 | 1.64 |
| پارامتر | مقدار (میلیمتر) |
|---|---|
| چرخ دنده ها | - |
| شعاع دندانه r3 | 6 |
| عرض شعاع C | 0.7 |
| عرض دندانه B1 | 2.6 |
| زنجیره | - |
| گام | 6 |
| عرض داخلی | 2.8 |
| غلتک Φ | 4 |
| H=4mm - From Z=66 the width of the plate is increased | - |
توجه: پارامترهای ابعادی خاص بسته به تعداد دندانههای انتخاب شده متفاوت است. برای ابعاد دقیق مربوط به پیکربندی دندانههای مورد نیاز خود، به جداول مشخصات دقیق مراجعه کنید.
۲. آشنایی با چرخدندههای استاندارد اروپایی
چرخدندههای استاندارد اروپایی، دستهای حیاتی از قطعات انتقال قدرت مهندسیشده دقیق هستند که برای برآورده کردن مشخصات سختگیرانه DIN 8187 و ISO/R 606 طراحی شدهاند. این چرخدندهها به عنوان رابط اصلی بین زنجیرهای غلتکی و مکانیزمهای محرک عمل میکنند و حرکت چرخشی از موتورها یا انجینها را به حرکت خطی کنترلشده در سراسر پلتفرمهای ماشینآلات صنعتی تبدیل میکنند. علامت تجاری 6×2.8 میلیمتری نشاندهنده سازگاری گام زنجیر خاص شش میلیمتری همراه با عرض داخلی 2.8 میلیمتر است که پارامترهای ابعادی دقیقی را تعیین میکند و درگیری یکپارچه با زنجیرهای غلتکی مربوطه را در سراسر مجموعههای انتقال قدرت فعال در تأسیسات تولیدی، عملیات کشاورزی و کارخانههای فرآوری صنعتی کلمبیا تضمین میکند.
چرخدندههای استاندارد اروپایی که مطابق با مشخصات DIN 8187 تولید میشوند، معیارهای کیفی شناختهشده بینالمللی را در اختیار صنایع کلمبیا قرار میدهند و امکان سازگاری متقابل با تجهیزات تولید شده در اروپا را فراهم میکنند و در عین حال الزامات نظارتی محلی تعیینشده توسط ICONTEC (موسسه استانداردهای فنی و صدور گواهینامه کلمبیا) را برآورده میکنند. چارچوب استانداردسازی تضمین میکند که چرخدندههای تهیهشده از تولیدکنندگان مختلف، پروفیل دندانه، قطر گام و تلرانسهای ابعادی ثابتی را حفظ میکنند و در عین حال، تأمین قطعات جایگزین قابل اعتماد را تسهیل میکنند و نگرانیهای مربوط به خرابیهای سازگاری را که میتواند برنامههای تولید را در سراسر عملیات صنعتی کلمبیا مختل کند، از بین میبرند.
فرآیندهای تولید دقیق به کار رفته در تولید چرخدندههای استاندارد اروپایی، دقت ابعادی استثنایی، هندسه کنترلشده دندانه و خواص یکنواخت مواد را ارائه میدهند که مستقیماً به طول عمر عملیاتی طولانیتر و فواصل تعمیر و نگهداری کوتاهتر برای اپراتورهای تجهیزات کلمبیایی منجر میشود. این ویژگیها به ویژه برای صنایعی که در مناطق کشاورزی دورافتاده یا عملیات معدنی در سراسر رشتهکوه آند فعالیت میکنند، ارزشمند است، جایی که قابلیت اطمینان قطعات و فواصل سرویس طولانیتر بین تعویضها به طور قابل توجهی بر راندمان عملیاتی و هزینههای کل مالکیت تأثیر میگذارد.
۳. پنج مزیت مهم چرخدندههای استاندارد اروپایی
۱. انطباق با استانداردهای بینالمللی
چرخدندههای استاندارد اروپایی که مطابق با مشخصات DIN 8187 و ISO/R 606 تولید میشوند، سازگاری با تجهیزات تولید شده توسط اروپا که در سراسر تأسیسات صنعتی کلمبیا فعالیت میکنند را تضمین میکنند. این استانداردسازی امکان جایگزینی یکپارچه قطعات را فراهم میکند، از ادغام زنجیره تأمین بینالمللی پشتیبانی میکند و انطباق با مقررات واردات حاکم بر ورود قطعات ماشینآلات به بازارهای کلمبیا را از طریق رویههای ترخیص گمرکی که توسط DIAN (مدیر کل واردات و توسعه ملی) اداره میشود، تضمین میکند.
② مهندسی دقیق مشخصات دندانه
فرآیندهای پیشرفته ماشینکاری CNC، پروفیلهای دندانهای را ایجاد میکنند که دقیقاً مطابق با مشخصات استاندارد اروپایی هستند و درگیری بهینه با اجزای زنجیر غلتکی را تضمین میکنند. هندسه دقیق دندانه، اصطکاک را در حین درگیری زنجیر به حداقل میرساند، تولید صدا را کاهش میدهد و طول عمر زنجیر را از طریق توزیع یکنواخت بار در سطوح دندانه افزایش میدهد. تأسیسات تولیدی کلمبیا از طریق محیطهای عملیاتی ساکتتر، از کاهش هزینههای نگهداری و بهبود راحتی کارگران بهرهمند میشوند.
③ استحکام و دوام بالای مواد
آلیاژهای فولاد پرکربن که برای دستیابی به ویژگیهای سختی بهینه، عملیات حرارتی شدهاند، مقاومت سایشی استثنایی و عمر مفید طولانیتری را در شرایط عملیاتی دشوار رایج در کاربردهای کشاورزی، معدن و تولید کلمبیا ارائه میدهند. مشخصات مواد تضمین میکند که چرخدندهها در هنگام قرار گرفتن در معرض بارهای ضربهای، شرایط محیطی متغیر و چرخههای کاری مداوم عملیاتی که مشخصه سیستمهای انتقال قدرت صنعتی است، یکپارچگی ابعادی خود را حفظ میکنند.
④ طیف گستردهای از گزینههای تعداد دندانه
سری چرخدندههای استاندارد اروپایی شامل تعداد دندانههایی از هشت تا صد و بیست و پنج دندانه است که به مهندسان کلمبیایی انعطافپذیری لازم را برای بهینهسازی نسبتهای دنده برای کاربردهای خاص ارائه میدهد. این طیف جامع، امکان کاهش دقیق سرعت یا افزایش گشتاور را متناسب با نیازهای عملیاتی منحصر به فرد در بخشهای مختلف صنعتی از جمله سیستمهای نوار نقاله، تجهیزات فرآوری و سکوهای ماشینآلات کشاورزی که در سراسر کلمبیا فعالیت میکنند، فراهم میکند.
⑤ نگهداری و تعویض مقرون به صرفه
استانداردسازی بینالمللی چرخدندههای استاندارد اروپایی، کارخانههای کلمبیایی را قادر میسازد تا قطعات جایگزین را از تأمینکنندگان متعدد تهیه کنند و ضمن تضمین سازگاری قطعات، قیمتگذاری رقابتی را ارتقا دهند. ابعاد استاندارد، جایگزینی سریع قطعات را در طول دورههای تعمیر و نگهداری برنامهریزیشده تسهیل میکند، زمان توقف تولید را به حداقل میرساند و از استراتژیهای مدیریت موجودی بهموقع پشتیبانی میکند که تخصیص سرمایه در گردش را برای عملیات صنعتی کلمبیا بهینه میکند.
۴. اصول عملکرد چرخدندههای استاندارد اروپایی
چرخدندههای استاندارد اروپایی از طریق درگیری مکانیکی دقیقاً کنترلشده بین دندانههای چرخدنده و اجزای زنجیر غلتکی عمل میکنند و حرکت چرخشی از شفتهای محرک را به حرکت خطی زنجیر تبدیل میکنند که نیرو را در ماشینآلات صنعتی منتقل میکند. با چرخش چرخدنده، هر دندانه وارد فضای گام زنجیر شده و با غلتک مربوطه درگیر میشود و نیروی مماسی اعمال میکند که زنجیر را در اطراف محیط چرخدنده میکشد. هندسه پروفیل دندانه مشخصشده در استانداردهای DIN 8187، درگیری روان غلتک را تضمین میکند و در عین حال نیروهای ضربهای را که میتوانند باعث ایجاد سر و صدا، لرزش یا سایش سریع در هر دو اجزای چرخدنده و زنجیر در طول چرخههای عملیاتی طولانی شوند، به حداقل میرساند.
رابطه قطر گام که توسط تعداد دندانهها و ابعاد گام زنجیر ایجاد میشود، سرعت خطی حرکت زنجیر را نسبت به سرعت چرخش چرخدنده تعیین میکند. مهندسان کلمبیایی از این رابطه ریاضی برای محاسبه نسبتهای دقیق دنده مورد نیاز برای کاربردهای خاص استفاده میکنند و تعداد دندانههای مناسبی را انتخاب میکنند که سرعت خروجی مطلوب یا ضرایب ضرب گشتاور را ارائه میدهند. چندین چرخدنده متصل از طریق زنجیرهای غلتکی مشترک، شبکههای انتقال قدرت را ایجاد میکنند که انرژی را از محرکهای اصلی به تجهیزات محرک در سراسر تأسیسات تولیدی، کارخانههای فرآوری کشاورزی و سیستمهای جابجایی مواد در سراسر عملیات صنعتی کلمبیا توزیع میکنند.
مدیریت صحیح کشش زنجیر برای عملکرد بهینه چرخدنده ضروری است و مستلزم مکانیزمهای تنظیمی است که کشش کافی را برای جلوگیری از شل شدن زنجیر حفظ کنند و در عین حال از بارگذاری بیش از حد که باعث تسریع سایش در هر دو جزء میشود، جلوگیری کنند. درگیری غلتک با دندانههای چرخدنده، یک اثر خودمحوری ایجاد میکند که تراز زنجیر را حفظ میکند، مشروط بر اینکه چرخدندهها با تراز دقیق شفت و فواصل جانبی مناسب مشخص شده در اسناد استانداردهای اروپایی قابل اجرا در تاسیسات صنعتی کلمبیا نصب شوند.
۵. ترکیب مواد و فرآیندهای تولید چرخدندههای اروپایی
چرخدندههای استاندارد اروپایی از آلیاژهای فولاد پرکربن که طبق مشخصات EN 10083 اروپا به عنوان ماده درجه C45 تعیین شدهاند، استفاده میکنند و تعادل بهینه بین استحکام، سختی و قابلیت ماشینکاری مورد نیاز برای تولید چرخدندههای دقیق را فراهم میکنند. میزان کربن معمولاً بین 0.42 تا 0.50 درصد است که سختیپذیری کافی را برای دستیابی به سختی سطح دندانه مورد نظر از طریق فرآیندهای سختکاری القایی فراهم میکند و در عین حال انعطافپذیری هسته را حفظ میکند که در برابر شکست شکننده فاجعهبار تحت شرایط بارگذاری ضربهای رایج در کاربردهای صنعتی کلمبیا از جمله تجهیزات کشاورزی، نوار نقالههای معدن و تاسیسات ماشینآلات تولیدی مقاومت میکند.
مراحل تولید با عملیات آهنگری دقیق یا ماشینکاری قطعات شمش آغاز میشود که قطعات خام چرخدنده را با ابعاد تقریبی نهایی ایجاد میکند. سپس مراکز ماشینکاری پیشرفته CNC عملیات سوراخکاری، تراشکاری و برش دندانه را با دقت انجام میدهند و پروفیلهای دندانه دقیقی مطابق با مشخصات هندسی DIN 8187 ایجاد میکنند. فرآیندهای ماشینکاری کنترلشده، تلرانسهای ابعادی دقیقی را حفظ میکنند که دقت قطر گام ثابت، یکنواختی فاصله دندانهها و هممرکزی سوراخها را که برای عملکرد بدون لرزش هنگام نصب روی شفتهای محرک تجهیزات صنعتی کلمبیا ضروری است، تضمین میکند.
پس از عملیات ماشینکاری، چرخدندههای استاندارد اروپایی تحت فرآیندهای عملیات حرارتی سختکاری القایی قرار میگیرند که به طور انتخابی سطوح دندانه را تا سختی ۴۸-۵۲ راکول C سخت میکنند و در عین حال خواص ماده نرمتر هسته را که چقرمگی و مقاومت در برابر ضربه را فراهم میکند، حفظ میکنند. عملیات تکمیلی سطح شامل پوشش اکسیداسیون سیاه یا آبکاری روی الکترولیتی، از خوردگی در آب و هوای مرطوب کلمبیا محافظت میکند و در عین حال ظاهر حرفهای مورد انتظار در قطعات صنعتی ممتاز را که در تأسیسات تولیدی در سراسر مناطق صنعتی بوگوتا، مدلین، کالی و بارانکیلا استفاده میشوند، ارائه میدهد.
۶. سناریوهای کاربرد چرخدندههای استاندارد اروپایی در صنایع کلمبیا
چرخدندههای استاندارد اروپایی، عملکردهای حیاتی انتقال قدرت را در بخشهای مختلف صنعتی کلمبیا ارائه میدهند که هر کدام الزامات عملیاتی و چالشهای زیستمحیطی منحصر به فردی را ارائه میدهند که طراحی استاندارد به طور مؤثر آنها را در بر میگیرد.
فرآوری مواد غذایی و آشامیدنی
تأسیسات فرآوری مواد غذایی کلمبیا، از جمله کارخانههای فرآوری قهوه، کارخانههای شکر و عملیات تولید نوشیدنی، از چرخدندههای استاندارد اروپایی در سراسر سیستمهای نقاله حمل مواد اولیه و محصولات نهایی استفاده میکنند. طراحی استاندارد، امکان تعویض سریع قطعات را در طول تعمیر و نگهداری خط تولید فراهم میکند و در عین حال استانداردهای بهداشتی ضروری برای کاربردهای تماس با مواد غذایی را در سراسر تأسیسات فرآوری در سراسر مناطق کشاورزی کلمبیا حفظ میکند.
ماشین آلات و تجهیزات کشاورزی
تجهیزات کشاورزی که به مزارع قهوه، عملیات موز و کشت برنج کلمبیا خدمت میکنند، از چرخدندههای استاندارد اروپایی در ماشینآلات برداشت، تجهیزات فرآوری و سیستمهای جابجایی مواد استفاده میکنند. ساختار مستحکم این چرخدندهها در برابر شرایط سایشی که در عملیات میدانی با آن مواجه میشوند، مقاومت میکند و در عین حال عملکرد قابل اعتمادی را که برای چرخههای تولید فصلی کشاورزی در سراسر مناطق کشاورزی کلمبیا ضروری است، ارائه میدهد.
عملیات استخراج و معدنکاری
عملیات معدنی کلمبیا که به استخراج زغال سنگ، زمرد، طلا و سایر منابع معدنی میپردازد، برای سیستمهای نقاله، تجهیزات جابجایی مواد و ماشینآلات فرآوری که در محیطهای معدنی زیرزمینی و روباز دشوار فعالیت میکنند، به چرخدندههای استاندارد اروپایی وابسته است. اجزای استاندارد، مدیریت موجودی متمرکز را در چندین سایت معدنی امکانپذیر میکنند و در عین حال، در دسترس بودن قطعات برای جایگزینی سریع را تضمین میکنند و اختلال در تولید را به حداقل میرسانند.
خطوط تولید و مونتاژ
کارخانههای تولیدی کلمبیا که قطعات خودرو، کالاهای مصرفی و محصولات صنعتی تولید میکنند، چرخدندههای استاندارد اروپایی را در خطوط مونتاژ خودکار، سیستمهای انتقال مواد و تجهیزات تولید هماهنگشده به کار میگیرند. هندسه دقیق دندانهها، زمانبندی دقیق را برای عملیات هماهنگ چند ایستگاهی تضمین میکند و در عین حال سطح سر و صدا را کاهش میدهد و محیطهای کاری راحتی را برای کارگران تولیدی کلمبیایی ایجاد میکند.
بستهبندی و جابجایی مواد
خطوط بستهبندی خودکار که به صنایع صادراتی کلمبیا از جمله گلکاری، بستهبندی قهوه و توزیع محصولات مصرفی خدمترسانی میکنند، از چرخدندههای استاندارد اروپایی برای موقعیتیابی دقیق محصول، زمانبندی نوار نقاله و سیستمهای بستهبندی خودکار استفاده میکنند. اجزای استاندارد شده از عملیات چندمحوری هماهنگشده که برای توان عملیاتی بستهبندی پرسرعت و رسیدن به مهلتهای صادرات بینالمللی ضروری است، پشتیبانی میکنند.
تولید پارچه و پوشاک
عملیات تولید نساجی کلمبیا که در مدلین و مناطق اطراف آن متمرکز شده است، از چرخدندههای استاندارد اروپایی در ماشینآلات پردازش پارچه، تجهیزات رنگرزی و سیستمهای برش خودکار استفاده میکند. ویژگیهای عملکرد بیصدا، بهویژه در تأسیسات نساجی که راحتی کارگران و کیفیت محصول به حداقل رساندن لرزش و سر و صدا در محیطهای تولید بستگی دارد، ارزشمند است.
7. About us - European Standard Sprocket Manufacturer
سازمان ما نمایانگر دههها تخصص تخصصی در تولید چرخدندههای دقیق است و فناوریهای پیشرفته تولید را با سیستمهای جامع کنترل کیفیت ترکیب میکند تا اطمینان حاصل شود که هر چرخدنده استاندارد اروپایی، مشخصات DIN 8187 و ISO/R 606 را برآورده میکند یا از آنها فراتر میرود. زیرساختهای تولیدی شامل مراکز ماشینکاری CNC، سیستمهای بازرسی خودکار و امکانات عملیات حرارتی کنترلشده است که امکان تولید مداوم قطعات را برای مشتریان صنعتی کلمبیایی در بخشهای کاربردی متنوع فراهم میکند. کادر فنی ما از طریق توسعه حرفهای مداوم و مشارکت در سازمانهای استاندارد بینالمللی، دانش بهروز خود را در مورد بهروزرسانیهای استانداردهای اروپایی، الزامات نظارتی کلمبیا و بهترین شیوههای نوظهور صنعت حفظ میکند.
پروتکلهای تضمین کیفیت که در سراسر فرآیندهای تولید ما تعبیه شدهاند شامل تأیید مواد اولیه ورودی، بازرسیهای ابعادی در حین فرآیند و آزمایش محصول نهایی برای تأیید انطباق با پارامترهای مشخص شده قبل از ارسال به مشتریان کلمبیایی هستند. سیستمهای مستندسازی جامع، قابلیت ردیابی کامل را فراهم میکنند و به مشتریان این امکان را میدهند که اصالت قطعات را تأیید کنند و در عین حال از ادعاهای گارانتی و بررسیهای کیفی در صورت لزوم پشتیبانی کنند.
کارگاه



۸. اجزای انتقال قدرت مکمل
سبد جامع محصولات ما شامل راهحلهای کامل انتقال قدرت فراتر از چرخدندههای استاندارد اروپایی است که مشتریان صنعتی کلمبیایی را قادر میسازد تا سیستمهای یکپارچه سیستم انتقال قدرت را از یک تأمینکننده قابل اعتماد تهیه کنند و فرآیندهای تدارکات را سادهتر کرده و در عین حال سازگاری قطعات را در کل مجموعههای انتقال قدرت مکانیکی تضمین کنند.
زنجیرهای غلتکی دقیق
غلتک با کیفیت بالا زنجیر تولید شده طبق استانداردهای DIN و ISO اروپا، رابط حیاتی بین چرخدندهها و تجهیزات محرکه در سراسر تاسیسات صنعتی کلمبیا را فراهم میکند. موجودی زنجیر ما شامل پیکربندیهای استاندارد گام سازگار با چرخدندههای استاندارد اروپایی است که درگیری بهینه و عمر مفید طولانی را برای مجموعههای کامل سیستم انتقال قدرت در کاربردهای متنوع تضمین میکند.

گیربکسهای صنعتی
دقت گیربکس سیستمهای طراحیشده برای کاربردهای صنعتی کلمبیا، با ارائه کاهش سرعت اولیه قبل از مراحل محرک زنجیر، مکمل چرخدندههای استاندارد اروپایی هستند و امکان بهینهسازی انتخاب موتور را در عین دستیابی به سرعتهای خروجی و ویژگیهای گشتاور مورد نیاز برای تجهیزات پردازش، سیستمهای نوار نقاله و سکوهای ماشینآلات خودکار فراهم میکنند.

سوالات متداول در مورد چرخ دنده های استاندارد اروپایی
سوال ۱. چه چیزی چرخدندههای استاندارد اروپایی را از چرخدندههای استاندارد آمریکایی یا آسیایی مورد استفاده در تأسیسات صنعتی کلمبیا متمایز میکند؟
چرخدندههای استاندارد اروپایی که مطابق با مشخصات DIN 8187 و ISO/R 606 تولید میشوند، دارای پروفیل دندانه، ابعاد گام و تلرانسهای متفاوتی نسبت به استانداردهای ANSI (آمریکایی) یا JIS (ژاپنی) هستند. تمایز اصلی شامل اندازهگیری گام زنجیر است که برای استانداردهای اروپایی بر حسب میلیمتر بیان میشود در حالی که برای استانداردهای آمریکایی بر حسب اینچ بیان میشود و این امر باعث ایجاد ناسازگاری اساسی بین چرخدندههای طراحی شده برای سیستمهای استاندارد مختلف میشود. تأسیسات کلمبیایی که از تجهیزات ساخت اروپا استفاده میکنند، باید از چرخدندههای استاندارد اروپایی استفاده کنند تا با مشخصات تجهیزات اصلی سازگار باشند، در حالی که عملیات با استفاده از ماشینآلات آمریکایی به اجزای سازگار با ANSI نیاز دارد. تلاش برای تعویض چرخدندهها بین سیستمهای استاندارد منجر به درگیری نامناسب زنجیر، سایش سریع و خطرات ایمنی بالقوه در سراسر مجموعههای انتقال قدرت صنعتی میشود.
س ۲. چگونه میتوانم تعداد صحیح دندانهها را برای چرخدندههای استاندارد اروپایی هنگام تعویض قطعات فرسوده در تجهیزات تولیدی کلمبیا تعیین کنم؟
شناسایی تعداد دندانه مناسب مستلزم بررسی چرخدنده موجود برای علامتگذاریهای مهر شده که تعداد دندانهها را نشان میدهد، اندازهگیری قطر گام با استفاده از کولیسهای دقیق یا مشاوره با اسناد سازنده تجهیزات است که مشخصات اصلی قطعه را مشخص میکند. رابطه بین قطر گام و تعداد دندانه از فرمولهای ریاضی پیروی میکند که در اسناد استاندارد DIN 8187 که از طریق سازمانهای استاندارد فنی کلمبیا در دسترس است، به تفصیل شرح داده شده است. اپراتورهای تجهیزات کلمبیایی باید فواصل مرکز به مرکز شفت را اندازهگیری کرده و نسبتهای سرعت مورد نیاز را در صورت عدم دسترسی به اسناد اصلی محاسبه کنند و تعداد دندانههایی را انتخاب کنند که طول زنجیر مناسب و ویژگیهای سرعت خروجی مطلوب را برای کاربردهای خاص ارائه دهند.
س ۳. چه عواملی بر کل هزینه مالکیت چرخدندههای استاندارد اروپایی در مقایسه با سیستمهای استاندارد جایگزین برای عملیات صنعتی کلمبیا تأثیر میگذارند؟
تحلیل کل هزینه مالکیت شامل قیمت اولیه خرید، دستمزد نصب، طول عمر عملیاتی، فواصل تعمیر و نگهداری و در دسترس بودن قطعات جایگزین در طول عمر مفید میشود. چرخدندههای استاندارد اروپایی معمولاً در مقایسه با جایگزینهای تولید شده در آسیا، قیمت بالاتری دارند که با کیفیت برتر مواد، تلرانسهای دقیق تولید و طول عمر عملیاتی طولانیتر که دفعات تعویض را کاهش میدهد، متعادل میشود. تأسیسات کلمبیایی باید به جای تمرکز صرف بر قیمت اولیه خرید، هنگام انتخاب بین سیستمهای استاندارد و تأمینکنندگانی که به بازارهای صنعتی محلی خدمت میکنند، هزینههای مالکیت پنج ساله را با در نظر گرفتن طول عمر قطعات، هزینههای خرابی و هزینههای نگهداری موجودی ارزیابی کنند.
سوال ۴. کدام پیکربندی نوع سوراخ برای کاربردهای صنعتی کلمبیا که نیاز به تعویض یا تنظیم مکرر چرخدنده دارند، مناسبتر است؟
چرخدندههای سوراخدار با سوراخهای استوانهای استاندارد، امکان نصب سریع روی شفتها را با استفاده از پیچهای تنظیم یا حلقههای گیره فراهم میکنند و تعویض سریع قطعات را در طول عملیات تعمیر و نگهداری تسهیل میکنند. چرخدندههای سوراخدار پرداختشده که با قطر دقیق شفت و شیارهای سوراخکاری شده، ماشینکاری شدهاند، دقت موقعیتیابی بالایی را که برای کاربردهای زمانبندی دقیق ضروری است، فراهم میکنند، اما قبل از سفارش، به دانش دقیق ابعاد شفت نیاز دارند. تأسیسات کلمبیایی که انعطافپذیری تعمیر و نگهداری را در اولویت قرار میدهند، باید موجودی چرخدندههای انبار را حفظ کنند تا امکان سازگاری با اندازههای مختلف شفت فراهم شود، در حالی که عملیاتهایی که نیاز به موقعیتیابی دقیق در نصبهای چند شفتی هماهنگ دارند، از پیکربندیهای سوراخدار پرداختشده بهرهمند میشوند که تغییرپذیری نصب را که بر دقت زمانبندی تأثیر میگذارد، از بین میبرد.
سوال ۵. هنگام نصب چرخدندههای استاندارد اروپایی بر روی شفتهای محرک در تجهیزات صنعتی کلمبیا، چه مشخصات گشتاور نصب اعمال میشود؟
توصیههای گشتاور سفت کردن پیچ تنظیم بسته به قطر پیچ و ابعاد توپی چرخدنده متفاوت است، که معمولاً برای اندازههای رایج چرخدندههای صنعتی از پنج تا سی نیوتن متر متغیر است. تکنسینهای تعمیر و نگهداری کلمبیایی باید با اسناد نصب سازنده مشورت کنند و مقادیر دقیق گشتاور را مشخص کنند تا از ساییدگی پیچ تنظیم یا نیروی گیره ناکافی که باعث لغزش در بارهای عملیاتی میشود، جلوگیری شود. رویههای نصب مناسب شامل چربیزدایی سطوح تماس شفت، قرار دادن صحیح شیارهای آچار، سفت کردن پیچهای تنظیم در مقابل تختهای شفت به جای شیارهای آچار در صورت امکان، و استفاده از ترکیبات قفل رزوه برای جلوگیری از شل شدن ناشی از لرزش در طول دورههای عملیاتی طولانی است.
س۶. چه زمانی تأسیسات صنعتی کلمبیا باید به جای ادامه کار با قطعات فرسوده، چرخدندههای استاندارد اروپایی را جایگزین کنند؟
شاخصهای تعویض شامل سایش قابل مشاهده دندانهها که باعث ایجاد پروفیلهای قلابدار میشود، کاهش قطر گام اندازهگیری شده بیش از سه درصد از مشخصات اصلی، پرش بیش از حد زنجیر یا صدای درگیری، و ترکها یا شکستگیهای بصری در ریشههای دندانه یا بخشهای توپی میشود. پرسنل تعمیر و نگهداری کلمبیا باید برنامههای بازرسی سیستماتیک را اجرا کنند و ابعاد بحرانی را با استفاده از ابزارهای اندازهگیری دقیق اندازهگیری کنند، چرخدندهها را قبل از وقوع خرابی فاجعهبار تعویض کنند و از آسیب جانبی به زنجیرها، شفتها و تجهیزات محرک جلوگیری کنند. تعویض همزمان چرخدندهها و زنجیرها با اطمینان از درگیری مناسب بین سطوح جفت شده فرسوده، به جای تسریع سایش زنجیر جدید از طریق درگیری با دندانههای چرخدنده فرسوده، عمر قطعات را بهینه میکند.
تدوینگر: PXY





























