

EP-欧洲标准成品孔径链轮,适用于滚子链,符合DIN 8187-ISO/R 606标准
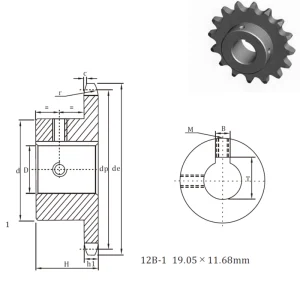
符合欧洲标准的EP型成品孔链轮(DIN 8187-ISO/R 606)采用精密加工工艺,适用于滚子链。孔径范围为10-70mm(H7级公差),键槽宽度(B)为4-20mm(H9级公差)。安装螺纹(M3-M12)与孔径相匹配,轮毂厚度(T)根据规定的公差计算为D+1.8至D+4.9。这些链轮专为欧洲标准滚子链系统设计,可确保精确对准、可靠的动力传输,并与相应的ISO/R 606链条兼容,是工业机械应用的理想之选。
EP-欧洲标准成品孔径链轮,适用于滚子链,符合DIN 8187-ISO/R 606标准
专业级欧洲标准系列精加工内孔链轮,专为与滚子链无缝集成而设计,在哥伦比亚和南美洲的各种工业应用中均能提供卓越的性能和可靠性。
1. 欧洲标准成品孔径链轮技术规范 - DIN 8187-ISO/R 606
欧洲标准系列规范,适用于具有标准化孔径的快速安装应用
| 孔径(毫米) | 键槽宽度(毫米) | 公差等级 | 安装螺栓 |
|---|---|---|---|
| 10 | 4 | D+1.8 (+0.1/0) | M3 |
| 11 | 4 | D+1.8 (+0.1/0) | M3 |
| 12 | 4 | D+1.8 (+0.1/0) | M3 |
| 14 | 5 | D+2.3 (+0.1/0) | M4 |
| 16 | 5 | D+2.3 (+0.1/0) | M4 |
| 18 | 6 | D+2.8 (+0.1/0) | M5 |
| 19 | 6 | D+2.8 (+0.1/0) | M5 |
| 20 | 6 | D+2.8 (+0.1/0) | M5 |
| 22 | 6 | D+2.8 (+0.1/0) | M5 |
| 24 | 8 | D+3.3 (+0.2/0) | M6 |
| 25 | 8 | D+3.3 (+0.2/0) | M6 |
| 28 | 8 | D+3.3 (+0.2/0) | M6 |
| 30 | 8 | D+3.3 (+0.2/0) | M6 |
| 32 | 10 | D+3.3 (+0.2/0) | M8 |
| 35 | 10 | D+3.3 (+0.2/0) | M8 |
| 38 | 10 | D+3.3 (+0.2/0) | M8 |
| 40 | 12 | D+3.3 (+0.2/0) | M10 |
| 42 | 12 | D+3.3 (+0.2/0) | M10 |
| 45 | 14 | D+3.8 (+0.2/0) | M12 |
| 48 | 14 | D+3.8 (+0.2/0) | M12 |
| 50 | 14 | D+3.8 (+0.2/0) | M12 |
| 60 | 18 | D+4.4 (+0.2/0) | M12 |
| 70 | 20 | D+4.9 (+0.2/0) | M12 |
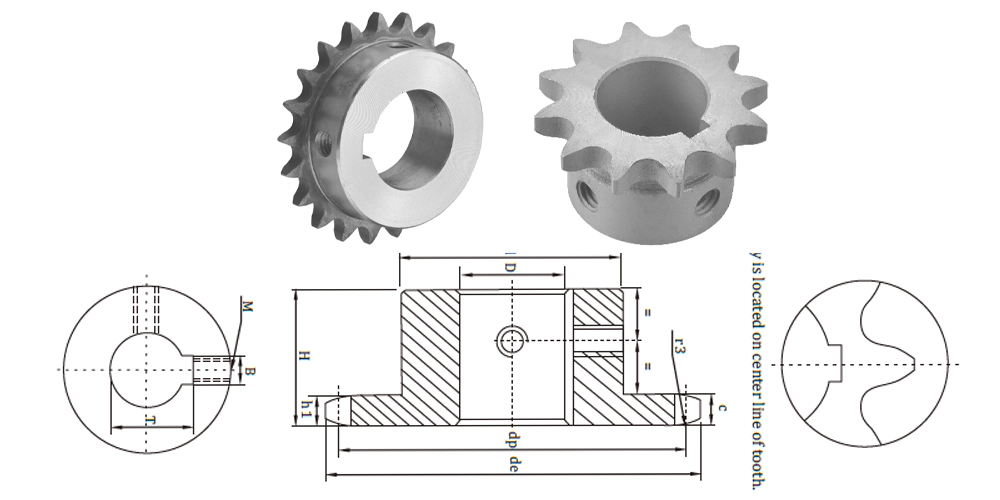
2. 欧洲标准成品孔径链轮:精密设计的动力传输部件
欧洲标准成品孔链轮代表了一种先进的动力传动部件,其制造符合DIN 8187和ISO/R 606规范的严格标准。这些成品孔链轮系统采用精密设计的孔径,可适配标准轴径,无需在安装时进行额外的加工或定制。成品孔链轮遵循欧洲标准设计理念,确保其与滚子链系统具有普遍兼容性,同时保持最佳机械性能所需的几何精度。在哥伦比亚和南美洲,越来越多的企业开始指定使用成品孔链轮,以满足其对快速安装和设备组合中尺寸一致性可靠性的要求。
欧洲标准成品孔链轮(ESF)标识表明制造商在产品发货前已完成所有关键加工工序,包括孔精加工、键槽加工(如适用)以及啮合面的精密磨削。这种全面的制造方法省去了现场加工环节,否则这些环节将需要专用设备、专业人员以及安装过程中较长的停机时间。与需要定制加工工序的其他方案相比,选择成品孔链轮的工业设施可受益于更快的安装速度、更低的采购复杂性和更简化的库存管理。
3. 欧洲标准成品孔径链轮的五大主要优势
立即安装能力
欧洲标准成品孔链轮到货时已完成全部加工,无需额外的孔加工、键槽切割或精密研磨,即可直接安装。这种一站式解决方案显著减少了安装所需的人工,同时避免了现场加工过程中经常出现的尺寸误差。
尺寸精度保证
精密制造孔洞,达到严格的公差,确保成品孔链轮与标准轴径无缝集成,同时保持同心度和跳动规格,从而实现最佳链条啮合和较长的使用寿命。
降低总安装成本
欧洲标准精加工孔链轮无需昂贵的现场加工、专用工具和劳动密集型精加工操作,从而在设备安装生命周期内显著降低成本,同时提高项目进度的可预测性。
卓越的品质一致性
在受控的工厂环境下生产成品孔径链轮,与现场加工方式相比,可确保卓越的质量一致性。精密设备和标准化的工艺流程保证了每个成品孔径链轮均符合严格的尺寸和功能规格。
简化维护和更换
标准化的孔径尺寸有助于简化维护程序,无需额外的加工或尺寸验证步骤即可进行更换操作,这会使保修处理复杂化并延长设备停机时间。
4. 欧洲标准成品孔径链轮的运行机制
欧洲标准成品孔链轮通过精密设计的齿形传递旋转力,这些齿形与滚子链部件依次啮合。制造工艺确保孔径适配标准轴径,同时与齿啮合圆保持完美的同心度,从而为可靠的机械传动奠定几何基础。当旋转力施加到安装轴上时,链轮齿与链轮滚子在精确定义的啮合点啮合,形成正向驱动关系,这是链传动区别于摩擦传动方式的关键所在。
成品孔链轮的设计理念强调通过预先设计的安装接口实现快速安装,无需现场加工。符合标准公制规格的孔径使其可以直接安装到轴上,无需适配器衬套或定制加工工序。成品孔链轮设计中包含的键槽结构可兼容标准键尺寸,无需专业知识或设备即可轻松完成组装和拆卸。成品孔链轮的齿形设计体现了数十年来在工业链传动领域积累的、对啮合力学、应力分布和磨损模式的精密工程分析。
精密内孔加工确保成品内孔链轮与轴中心线完美对齐,避免了现场加工链轮时常见的跳动和同心度误差,从而降低了性能。这种精密工程使成品内孔链轮能够提供最佳的链条啮合特性,同时最大限度地减少振动和噪音。成品内孔链轮采用的标准化内孔尺寸体现了欧洲制造商在无数工业应用中不断完善这些规格的集体经验。
5. 材料工程和制造质量
欧洲标准成品孔链轮采用精选优质高碳钢制造,该钢材具有卓越的强度、耐磨性和抗疲劳性。其材料成分凝聚了数十年的工程技术改进,在满足延长使用寿命所需的硬度和在链条啮合循环中承受冲击载荷所需的韧性之间实现了最佳平衡。成品孔链轮的钢材选择着重考虑其材料特性,以确保其在工业应用中遇到的各种温度范围和环境条件下都能可靠运行。
对成品链轮进行热处理工艺,可在保持核心结构材料韧性的同时,确保其硬度达到精确规格。表面硬化处理形成耐磨外层,可延长链轮的使用寿命,使其经受无数次啮合循环,同时防止过早磨损,从而避免影响链条同步。成品链轮制造过程中采用的硬化工艺,可确保所有齿面硬度分布均匀,消除可能加速磨损并降低部件可靠性的软点。
精密镗孔加工是制造过程中至关重要的一环,它将成品孔链轮与需要现场定制的其他方案区分开来。最终的镗孔工序可确保所有孔径尺寸达到严格的公差,为无干涉轴安装奠定几何基础,同时保持与齿啮合圆的完美同心度。孔表面的磨削加工可确保最佳的表面光洁度,防止咬合,并实现顺畅的部件组装。这些精密加工工序使成品孔链轮区别于那些接受较宽松公差或表面处理工艺较差的劣质产品。
6. 欧洲标准成品孔径链轮的工业应用
机械制造设施
哥伦比亚各地的制造业都需要成品孔径链轮,以便快速组装设备,避免现场加工延误。采用成品孔径链轮的工业机械能够加快生产启动速度,同时提高整条生产线的质量一致性。
输送系统集成
欧洲标准成品孔链轮可直接安装在输送系统上,使维护团队能够快速执行更换程序,而无需专业的加工技术或在维修操作期间延长停机时间。
农业设备应用
农业机械制造商指定成品孔链轮,以简化现场组装,并使农机设备能够使用标准工具进行维护,而无需精密加工能力或对农民进行专门培训。
汽车装配线
该地区的汽车制造商在发动机正时系统和辅助设备中使用成品孔链轮,快速更换部件的能力满足了大批量生产的要求,并最大限度地减少了装配线的中断。
泵和压缩机设备
欧洲标准成品孔链轮无需定制加工即可实现泵送和压缩设备中旋转轴之间的直接同步,满足工业应用对长期运行周期内性能一致性的要求。
纺织工业机械
纺织设备制造商指定成品孔链轮,以实现生产机械之间精确的速度同步,从而无需进行大量的设置程序即可快速更换织物图案和款式的设备。
7. 国际标准和监管合规框架
DIN 8187 标准规范
DIN 8187 是德国工业标准,为滚子链使用的成品内孔链轮制定了全面的规范。该标准定义了内孔直径、键槽尺寸、公差等级和机械性能要求,确保其在欧洲制造设备中的通用兼容性。符合 DIN 8187 规范的成品内孔链轮能够无缝集成到按照德国工程原理设计的机械设备中,同时满足南美各地制造商的需求。
ISO/R 606 国际标准化
ISO/R 606 制定了滚子链轮及其兼容部件的国际规范,提供了标准化的尺寸和性能特征,使不同供应商生产的成品链轮能够互换使用。国际标准化确保成品链轮能够与不同制造商生产的链条可靠配合,从而提高哥伦比亚及周边地区工业用户的设备灵活性和供应链效率。
哥伦比亚工业设备标准
哥伦比亚国家技术标准化和认证研究所 (ICONTEC) 制定了用于工业应用的进口机械零部件的要求。进口到哥伦比亚的成品内孔链轮必须符合 ICONTEC 机械设备标准,并遵守海关当局制定的特定关税分类。使用成品内孔链轮的设备必须符合哥伦比亚劳动和社会保障部管理的职业安全与健康法规。
南美安全和性能要求
南美洲各地的区域法规对集成到工业机械中的机械部件制定了具体要求。成品孔径链轮必须满足区域安全标准,同时还要与设计用于容纳欧洲标准部件的设备兼容。符合适用标准的证明文件有助于成品孔径链轮获得监管部门的批准,从而集成到南美洲各国运行的工业系统中。
职业健康与安全合规性
OHSAS 18001职业健康与安全管理体系制定了相关规程,确保成品孔径链轮可靠运行,不会因机械故障或性能不足而造成工作场所安全隐患。正确的安装程序、维护规程和更换操作可确保组件在整个运行生命周期内始终符合安全标准。符合国际安全标准的成品孔径链轮能够让操作人员确信,由组件缺陷导致的机械故障不会影响设施的安全性能。
8.卓越的制造工艺和专业技术
我公司在精密传动部件制造方面拥有丰富的经验,包括成品内孔链轮,其设计超越国际质量标准。数十年的制造经验积累了精湛的技术,使我们能够生产出可靠性极高且成本极具竞争力的成品内孔链轮,满足本地区各种工业应用的需求。
生产设施采用先进的机械设备,可进行精密镗孔加工,在保证卓越表面光洁度的同时,实现严格的公差控制。生产流程的垂直整合确保了从原材料接收到最终成品链轮出货的整个制造过程都受到直接的质量控制。持续的制造技术投入,确保欧洲标准成品链轮代表了当前行业最佳实践,并融合了精密加工方法和质量保证程序方面的最新创新成果。
车间

9. 包含配套组件的完整传动系统解决方案
我们全面的产品系列包括专为与成品孔链轮无缝集成而设计的专用链条和齿轮箱系统,可实现单一来源采购,从而支持在哥伦比亚和南美洲各种工业应用中进行系统优化。


关于欧洲标准系列成品孔径链轮的常见问题
Q1. 欧洲标准成品孔径链轮在设备快速组装和安装方面有哪些优势?
Q2. 欧洲标准成品孔径链轮与定制加工的链轮在制造应用中相比如何?
Q3. 成品孔链轮为设备制造商提供了哪些符合 DIN 8187 和 ISO/R 606 标准的具体优势?
Q4. 与标准制造公差相比,精密加工的孔对欧洲标准成品孔链轮的性能有何影响?
Q5. 对于需要特殊孔径配置的非标准应用,是否可以提供定制加工的孔径链轮?
Q6. 在为关键应用采购成品孔径链轮时,有哪些质量标准和认证可以验证其真实性?
编辑:PXY